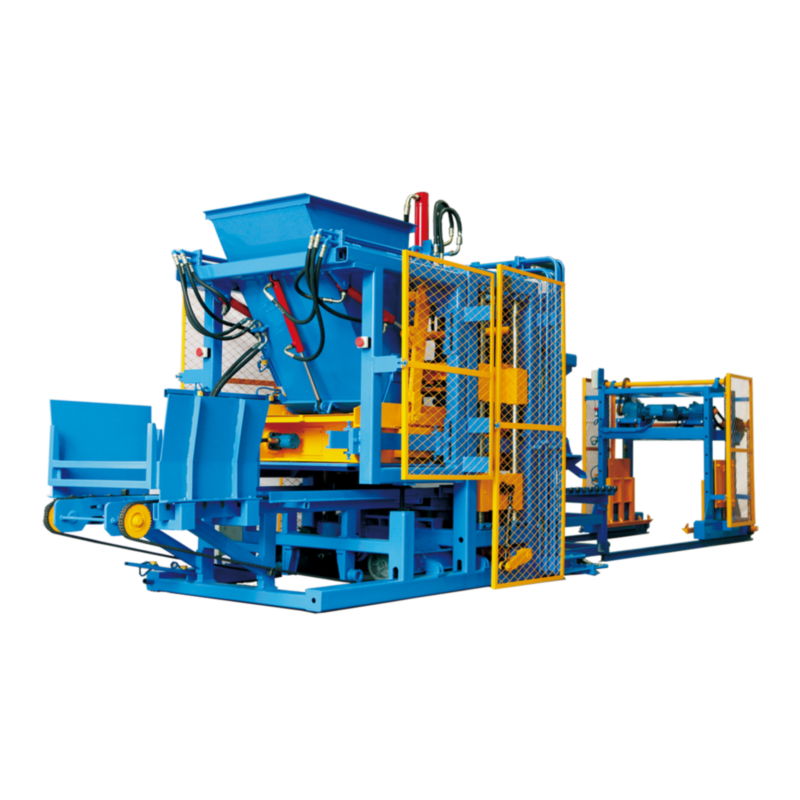
Concrete block making machines contribute to increased efficiency and productivity in several ways:
- High Production Capacity: These machines can produce a large volume of concrete blocks in a relatively short time compared to manual methods, significantly increasing productivity.
- Consistent Quality: Machines ensure consistent quality in block production. Uniformity in size, shape, and composition leads to better structural integrity and aesthetic appeal, minimizing rejections and improving efficiency.
- Reduced Labor Dependency: Automation reduces the need for manual labor in block manufacturing. Machines handle various tasks, minimizing human intervention in repetitive or physically demanding activities, leading to cost savings and improved safety.
- Customization and Flexibility: Many machines allow for customization in block sizes, shapes, or designs. This flexibility accommodates diverse architectural requirements, offering a range of design possibilities without compromising efficiency.
- Optimized Material Usage: Automated systems precisely measure and control raw material usage, minimizing waste and optimizing material consumption. This efficiency reduces costs and minimizes environmental impact.
- Streamlined Operations: These machines streamline the production process, offering a more organized and efficient workflow. This streamlining contributes to smoother project management and quicker construction progress.
- Quick Changeovers: Some machines enable rapid mold changes or adjustments, allowing for swift transitions between different block sizes, shapes, or designs. This flexibility minimizes downtime and enhances operational efficiency.
- Integrated Quality Control: Automation includes in-line quality control mechanisms that inspect produced blocks in real-time. Defective products can be identified and removed automatically, ensuring a higher percentage of usable output.
- Data Monitoring and Analysis: Automated systems collect and analyze production data in real-time. This information helps identify inefficiencies, concrete block machinery allowing for continuous process improvement to enhance efficiency.
- Energy Efficiency: Modern automated machines are designed to operate efficiently, consuming minimal energy while maintaining high productivity. Energy-efficient systems contribute to reduced operational costs and environmental impact.
By integrating automation, precision, and efficiency into the concrete block manufacturing process, these machines significantly enhance productivity, minimize waste, reduce operational costs, and contribute to the timely completion of construction projects.
How do these machines contribute to sustainable construction practices or environmental conservation?
Concrete block making machines contribute to sustainable construction practices and environmental conservation in several ways:
- Optimized Material Usage: These machines enable precise measurement and control of raw materials, minimizing waste and optimizing material consumption. This efficiency reduces resource depletion and minimizes environmental impact.
- Recycled Materials Integration: Some block making machines are designed to incorporate recycled materials, such as crushed aggregates or industrial by-products, into block production. This reduces the demand for virgin materials and promotes recycling.
- Energy Efficiency: Modern machines are designed to operate efficiently, consuming minimal energy while maintaining high productivity. Energy-efficient systems contribute to reduced operational costs and environmental impact.
- Reduced Emissions: Advanced machinery incorporates technologies that reduce emissions and pollutants released during the production process. This contributes to improved air quality and reduced environmental pollution.
- Water Conservation: Some machines optimize water usage during the manufacturing process, minimizing water consumption or incorporating recycling systems to reuse water in the production cycle.
- Longevity and Durability: Produced concrete blocks often have longer lifespans due to their durability. Long-lasting structures reduce the need for frequent replacements, leading to less waste generation over time.
- Sustainable Building Practices: Blocks produced by these machines contribute to energy-efficient and sustainable building designs. They provide better insulation, reducing energy consumption in buildings over their lifetime.
- Waste Management: Precise control over materials and processes minimizes waste generation during block production. Efficient waste management practices are implemented, contributing to environmental conservation.
- Support for Green Building Certifications: Blocks manufactured using sustainable practices may contribute to meeting criteria for green building certifications, such as LEED (Leadership in Energy and Environmental Design).
- Promotion of Sustainable Development Goals: By reducing environmental impact, conserving resources, and promoting sustainable construction practices, these machines align with global sustainability goals and initiatives.
Overall, concrete block making machines, when operated with sustainable practices, significantly reduce the environmental footprint of construction activities. They promote eco-friendly building practices, minimize waste, and contribute to a more sustainable construction industry.